



钢筋笼绕筋机厂家一手货源
双绕筋钢筋笼绕筋机焊完一节主、箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。滚焊机是制作钢筋混凝土排水管骨架的专用焊接设备,适用于焊接承插口、平口型钢筋骨架,是生产钢筋混凝土排水管的主要设备之一。本机由主盘、推筋盘推筋、扩径机构及焊接机构四部分传动组成,分别由各自的电机驱动。变频比例调速保证骨架螺距、承口角度不随焊接速度的而改变。电机转速比例,可改变环筋螺距和承口角度。大盘上焊接台及焊接机构位置,可焊接不同规格的排水管钢筋骨架。
 <兴安>建贸机械设备有限公司
<兴安>建贸机械设备有限公司
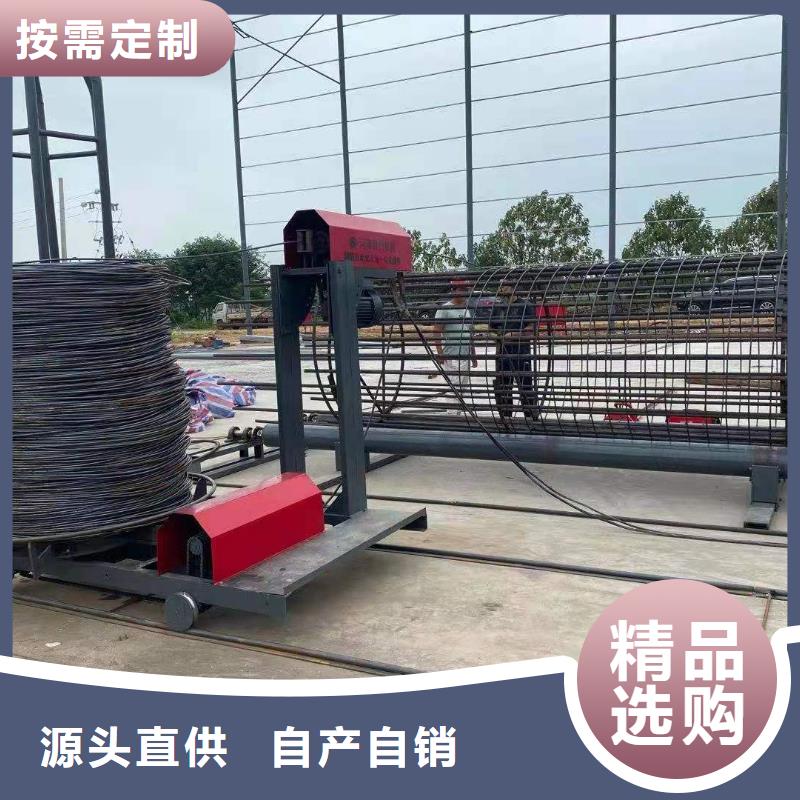
钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
 jmc1
<兴安>建贸机械设备有限公司
jmc1
<兴安>建贸机械设备有限公司
筋笼绕筋机加工速度快:正常情况下备料及滚焊部分5人一班,分班作业,10个人就可以加工30多个12米长成品笼笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。加工质量稳定可靠:由于采是数控机械化作业,主筋、缠绕筋间距均匀,钢筋笼直一致,产品质量完全达到规范要求。在实际中工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使机械加工后,监理对机械化加工钢筋笼基本实行了。一、钢筋进场必须具有合格证,每批材料,每种规格均需抽样检查合格后方可使用。二、钢筋笼制作必须严格按设计图 和规范要求执行。一般钢筋笼用焊接,个别连接点用绑孔。钢筋笼外侧的钢筋可用空心穿孔砼预制圆柱体,或直接用 钢筋弯曲成型并焊接在主筋上,以保证主钢筋保护层厚度。

钢筋笼绕筋机的主要优缺点:1、钢筋笼绕筋机生产的钢筋笼比人工生产要标准的多。常用桩径的钢筋笼一米的绕筋误差在3cm左右。2、钢筋笼绕筋机的生产速度快。来一米直径的12米长度钢筋笼来说,钢筋笼绕筋机只需要20—30分钟就可以生产完毕。3、钢筋笼绕筋机节约施工成本。使用钢筋笼绕筋机生产钢筋笼只需要3到4个工人。一人操作设备进行钢筋笼绕筋的焊接,剩余人员焊接主筋和加强圈。比传统的人工生产可节省3—5个工人。每天节省人工工资1000元左右。4、钢筋笼绕筋机生产钢筋笼的长度可根据施工方要求改变。推荐生产6-30米长度的钢筋笼。5、钢筋笼绕筋机的转动速度可调节,施工方可根据工人焊接的熟练程度调节生产的速度。6、钢筋笼绕筋机两端都可缠绕,节省了设备回参的时间。7、钢筋笼绕筋机价格较低,目前市面上的价格在5-7W左右,比钢筋笼滚焊机的17-30W的价格更加适合私人老板购买使用。8、钢筋笼绕筋机可生产笼子的桩径有限制,推荐生产800mm—3000mm桩径的钢筋笼。9、钢筋笼绕筋机生产出的钢筋笼标准程度和生产的钢筋笼质量有关,钢筋笼质量越大转动越稳定,生产出的钢筋笼越标准,质量太小的不推荐用钢筋笼绕筋机生产。
jmc1